數控車床編程培訓教程入門學習
數控機床編程是數控加工中心實施階段主要內容其中之一,通常包括分析零部件樣版,確認制作工藝全過程;測算進刀運動軌跡,得到刀位數據信息;撰寫數控車床加工程序流程;制做操縱物質;審校程序流程及首樣試切。今兒給我們根據文圖案例產生加工中心編程培訓教材。
加工中心編程基本,數控車床編程培訓教程入門學習如下:
一、加工中心編程特性
(1)可以采用有理數程序編程(用X、Z說明)、提升數值程序編寫(用U、W表示)或者兩者之間混合程序編寫。
(2) 孔徑方位(X方位) 系統默認為孔徑編程,還可以選用半經編程,但需要修改系統軟件設置。
(3)X向的電子齒輪比應當選用Z向的二分之一。
(4)選用固定不動循環系統,簡單化編程。
(5)程序編程時,常感覺車床刀具尖刃是一點,而實際上為弧形,因而,當編寫生產程序流程時,必須考慮到對銑刀開展半經賠償。
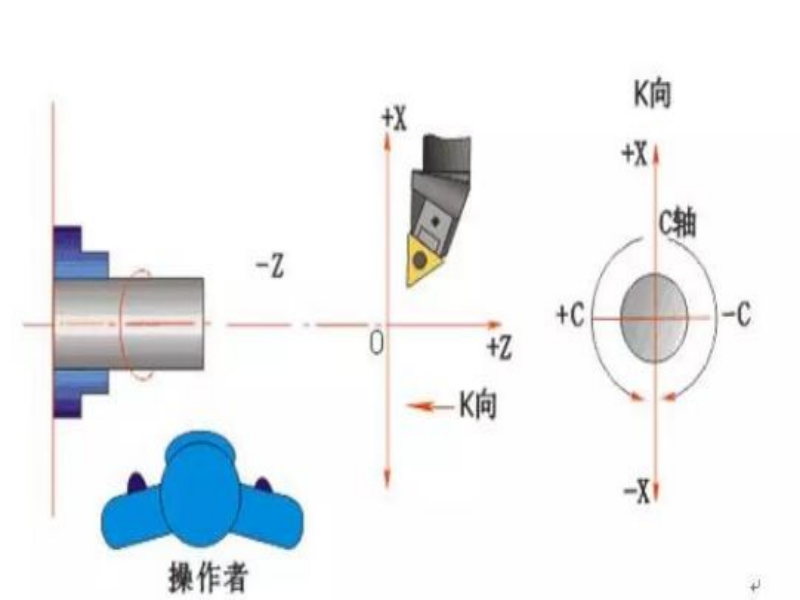
二、數控加工中心的坐標系統
生產制造坐標是與數控機床平面坐標的坐標保持一致,X軸相符合軸徑,Z軸相符合徑向和,C軸(機床主軸)的旋轉方向則以從加工中心尾架向機床主軸軸承看,反過來為+C向,順時針為-C向,如下圖所顯示:
生產加工坐標系的起點選在有利于精確測量或對刀的標準部位,一般在鑄件的右端口或左邊表面。

三、孔徑編程方法
在車床加工的數控程序中,X軸坐標系取為零組件樣本當中外徑值,如下圖所示所表明:圖中A點的平面坐標為(30,80),B點坐標數值為(40,60)。選用孔徑規格編程與零件樣圖里的標注一致,那樣可防止尺寸換算情況下很有可能導致的失誤,給編程產生非常大便捷。

四、下刀和進刀方法
針對數控加工,下刀時使用迅速進刀貼近產品工件鉆削起始點周邊的某一點,再改成鉆削走刀,以降低空進刀的時長,提升生產高效率。鉆削起始點的明確與產品工件毛胚容量尺寸相關,要以數控刀片迅速來到該點時尖刀不與產品工件產生撞擊為標準。如下圖所顯示。

五、肯定編程與增加量編程
X、Z表明肯定編程,U、W表示增加量編程,容許同一代碼段中二者混和應用。
如下圖所顯示,平行線A→B ,可以用:

毫無疑問:G01 X100.0 Z50.0;相對的是: G01 U60.0 W-100.0;混和應用: G01 X100.0 W-100.0;以及G01 U60.0 Z50.0